@h3dot#4324
سلام
فایل TOOL OFFSET یا بطور خلاصه OFFSET در ورژن های مختلف فانوک با هم متفاوتند. در این تصویری که شما فرستادید دو ستون اول و دوم (H) مربوط به آفست طول ابزار هستند. پس از مماس کردن و وارد کردن مقدار Z در ستون اول GEOM باید در برنامه این افست رو صدا بزنید با دستور G43 H3 مثلا
مقدار ستون WEAR سایش طول ابزاره که با مقدار GEOM جمع جبری میشه
دو ستون سوم و چهارم (D) مربوط به جبران شعاع ابزار هستند. در صورت استفاده از کدهای G41/G42باید در برنامه این افست رو صدا بزنید با دستور G41/G42 D3 مثلا
مقدار ستون WEAR سایش شعاع ابزاره که با مقدار GEOM جمع جبری میشه
15/01/1400
سلام در سیستم فانوک باید ابتدا کلید offset را از روی پنل اپراتوری بزنید بعد با زدن کلید offset صفحه اطلاعات tool offset باز می شود و با زدن کلید work صفحه اطلاعات zero offset مانند G54 و …
1 پسندیده
در قسمت tool offset جدولی وجود دارد شامل ستون های no (احتمالا شماره ابزار می باشد.) GEOM D، WEAR D، GEOM H، WEAR H
لطفا در مورد این ستون ها توضیح بفرمایید.
طبق روش گفته در زیمنس، ابزار را بر سطح قطعه مماس کرده و عدد Z را در قسمت GEOM H شماره ابزار وارد کردم اما با کد Z0، اسپیندل به مکان مورد نظر نرفته و به نقطه صفر ماشین می رود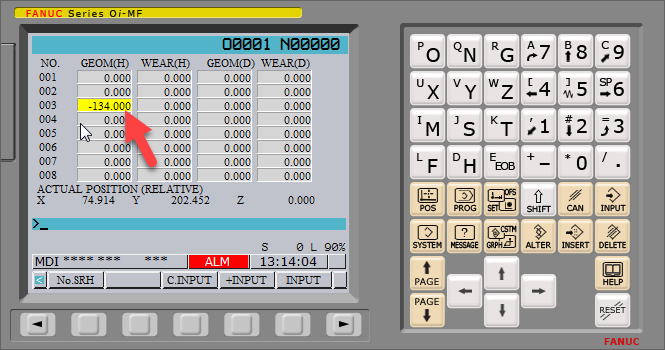
1 پسندیده
با سلام و عرض ادب. در بسته آموزشی سی ان سی عنوان سوال در مورد سیستم سینومریک بررسی شده است در سیستم فانوک این مورد تفاوت دارد. لطفا این موارد را در مورد سیستم های فانوک نیز توضیح دهید.
با سلام.
تصویری که از کنترلر FANUC Oi-MF آپلود کردید مربوط به کدام نرم افزار simulation دستگاههای CNC است؟
باتشکر